切削工具的種類與使用數位顯微鏡的觀察、檢查
追求更高強度與精度以及輕量化的結果,對超硬合金、硬脆性材、SUS系淬火鋼等切削加工困難的被加工物(難削材)的需求高漲。難削材會造成切削工具極大的負擔,特別必須注意切削工具的刃尖磨損或缺陷(缺損)。在此介紹切削工具的種類與使用數位顯微鏡的觀察、檢查案例。

何謂切削
使用工具或刀具對金屬等進行削刨的加工稱為切削。
金屬加工方法還有一種稱為磨削,磨削是使用砂輪削刨的加工方法。
切削的原理
使用切削工具連續性切割加工材料,並排出切削碎屑。
理想狀態是能夠連續順暢地產生切削碎屑。

- A:切入
- B:切削碎屑
- C:被加工物
- D:工具
- E:斜角
- F:前刀面
- G:隙面
- H:隙角
切削條件
要實現適當的切削,切削速度、進給速度、切入量至關重要。
- 切削速度=1分鐘內的切削距離(m/min)
-
切削速度(m/min)表示工具在1分鐘內切削的距離。
切削速度越快,生產效率越高,但工具的壽命會縮短。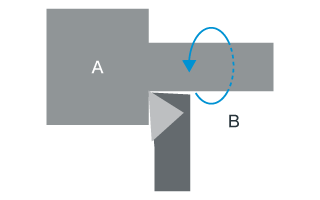
- A:被加工物
- B:1分鐘內的切削距離
速度越快
生產效率越高
但
工具的壽命縮短 - 進給速度=1次旋轉的前進距離(mm/rev)
-
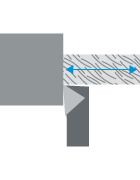
進給速度(mm/rev)表示工具1次旋轉時前進的距離。
進給速度越快,生產效率越高,但切削面會變得粗糙。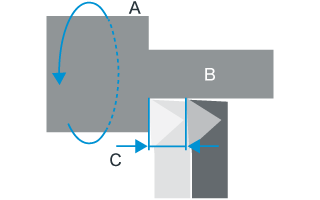
- A:1次旋轉
- B:被加工物
- C:1次旋轉的前進距離
速度越快
生產效率越高
但
切削面變得粗糙 - 切入量=切入到被加工物中的距離
-
切入量表示工具切入到被加工物中的距離。
切入量越大生產效率越高,但最佳切入量由工具的種類和材質等決定。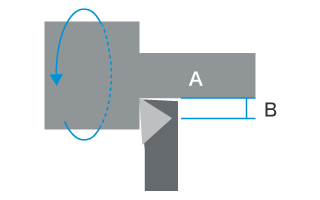
- A:被加工物
- B:切入量

切入量越大
生產效率越高
但
根據工具的種類和材質
存在相應的適當切入量
代表性的切削加工和切削工具
代表性的切削加工方法、特徵和使用的切削工具如下所示。
- 車削
-
一般是轉動圓柱或圓盤狀的加工物將其切削為圓形。
機械名稱:車床 
切削工具:車刀 
- 鑽孔
-
旋轉工具,在加工物表面鑽孔。
機械名稱:鑽床 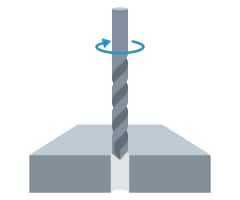
切削工具:鑽頭 
- 鏜孔
-
旋轉工具,對鑽頭鑽出的孔的內表面進行高精度加工。
機械名稱:鏜床 
切削工具:絞刀 
- 拉削
-
將稱為拉刀的,對孔進行精加工的工具直線移動並進行切削。拉削加工可以在1個製程中完成精加工,所以生產效率高,且工具的壽命容易預測,因此在需要大量生產的汽車產業中應用廣泛。
機械名稱:拉床 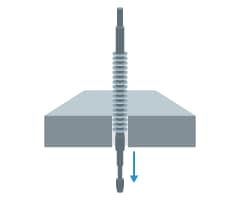
切削工具:拉刀 
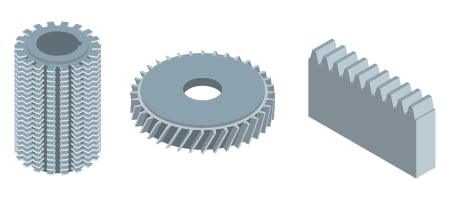
- 切齒
-
旋轉刀具,切削出齒部。
- 機械名稱:齒輪加工機床
- 切削工具:滾刀、插齒刀、齒條刀
- 銑削
-
旋轉名為銑刀的工具進行切削。銑刀是指切削加工物表面和溝槽等的工具,大致可以分為對表面進行加工的平面銑刀和對溝槽等進行加工的端銑刀。
機械名稱:銑床 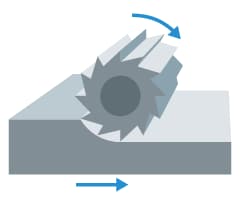
切削工具:銑刀、端銑刀 
代表性工具的材質和特徵
代表性的切削工具的材質和特徵如下所示。
- 高速鋼(高速工具鋼)
-
以鐵為基質,加入鎢、鉻、釩、鉬等形成的合金。
- ○韌性好。
- ×耐熱性、耐磨損性差。
目標加工物:碳鋼、合金鋼
- 超硬合金
-
在碳化鎢粉中添加碳化鈦、碳化鉭等,用鈷燒結形成的合金。
- ○韌性、高硬度、耐磨損性之間的平衡好。
目標加工物:碳鋼、合金鋼、不鏽鋼、各種難削材
- 陶瓷
-
使用氧化鋁、碳化鈦、氮化矽等硬質材料燒結而成的材料。
- ○耐熱性、耐磨損性好。
- ×缺乏韌性(柔韌度),容易缺損。
目標加工物、鑄鐵、耐熱合金、淬火鋼、工具鋼
- 鑽石
-
最堅硬的材料——鑽石的單結晶成形而成的材料。
- ○耐熱性、耐磨損性好,適合用於鏡面切削。
- ×缺乏韌性(柔韌度),容易缺損。
目標加工物:鋁等非鐵金屬
- 鑽石燒結體
-
在鑽石細粉中添加鈷等燒結而成的多晶燒結體。
- ○耐熱性、耐磨損性好,比鑽石更具韌性(柔韌度)。
- ×難以製作出鋒利的刀刃。
目標加工物:非鐵金屬、超硬合金、陶瓷
- 金屬陶瓷
-
在碳化鈦、氮化鈦等中添加鎳等燒結而成的材料。
- ○屬於超硬合金的一種,但相較於超硬合金,耐磨損性和耐腐蝕性好。常用於鋼的精加工。
目標加工物:碳鋼、合金鋼
捨棄式刀刃

捨棄式刀刃使用螺絲等機械固定在刀架上使用。刀刃的材質一般採用超硬合金,形狀透過ISO實現規格化,有正三角形、正方形、菱形、圓形等。



用數位顯微鏡觀察和檢查切削工具的案例
以下介紹使用KEYENCE的4K數位顯微鏡「VHX系列」進行的切削工具的觀察和檢查影像的最新案例。








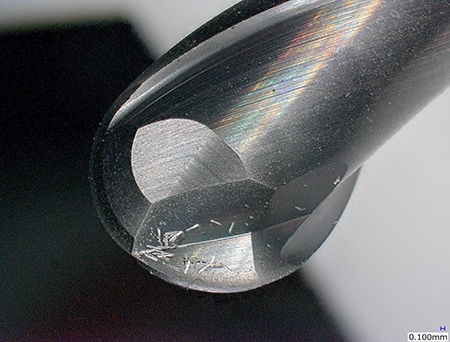
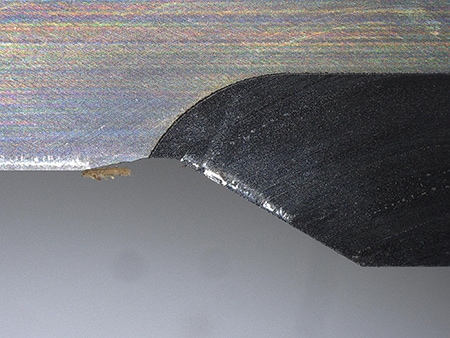
刀尖的熔接觀察
透過3D觀察,判明了不是缺損而是熔接。

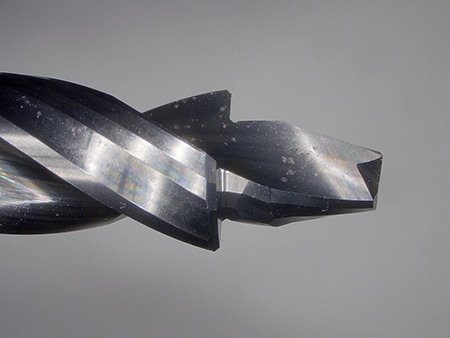
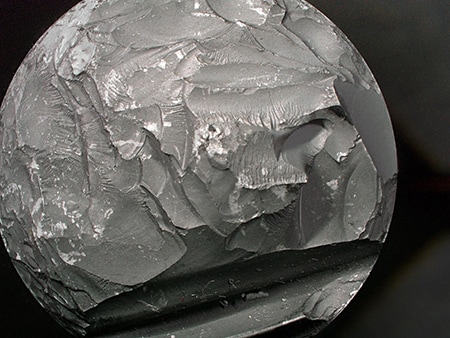
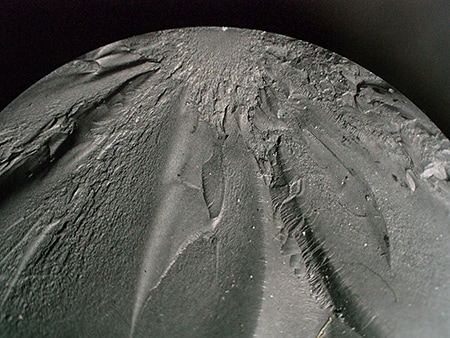
工具折斷的起點觀察
使用多重照明,可以輕鬆觀察斷裂面的起點。
切削面的觀察
以往只有使用干涉儀才能觀察到的切削面的起伏,現在使用Optical Shadow Effect Mode,只需幾秒鐘即可作出評估。



