表面粗糙度圖示方法
工業領域使用的圖面中,採用記號來表示機械零件、結構部件的表面性狀。
這類記號的圖示方法是由ISO 1302:2002 規定。
以下針對表示表面性狀的記號之標示方法進行說明。
用語說明
| 表面紋理 | 機械零件、結構部件等的表面之表面粗糙度、需要去除加工與否、紋向、表面起伏等之總稱。 |
|---|---|
| 去除加工 | 藉由機械加工、或以機械加工為準的方法,去除零件、部件等的表層部。 |
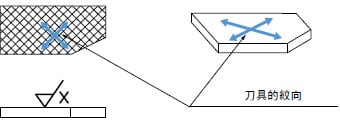
| 紋向 | 由去除加工而產生的顯著紋向。 |
指示目標面的記號及指示記號的位置
圖示表面紋理時用於指示目標面的記號,以開度 60° 的長短兩條折線標示。

表面粗糙度的指示方法中,對於面的指示記號,以如下方式圖示表面粗糙度的值、切斷值或基準長度、加工方法、紋向記號、表面起伏等。
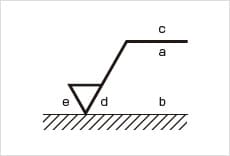
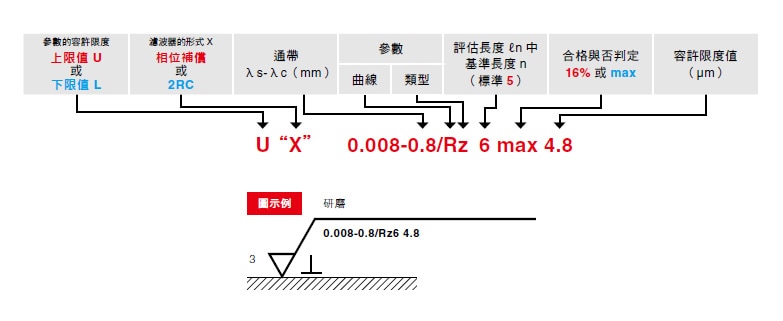
- a: 通帶或基準長度、表面性狀參數記號與其值
- b: 要求多個參數時用於指示第二個以後的參數
- c: 加工方法
- d: 紋路與其方向
- e: 切削裕度
圖示表面粗糙度時,採用如下的標註方式。但一般多將標準條件的紅字部分省略進行圖示,而藍字的指示項目則於必要時圖示。
| 記號 | 意義 | 說明圖 |
|---|---|---|
加工下的刀具紋向與標有記號之圖的投影面平行 例牛頭刨削面 |

|
|
加工下的刀具紋向與標有記號之圖的投影面垂直 例牛頭刨削面(從側面看時)旋削、圓筒研削面 |

|
|
加工下的刀具紋向與標有記號之圖的投影面於2 個方向傾斜交叉 例磨光時拋光面 |
|
|
加工下的刀具紋路多重交叉或無方向 例拋光加工面、超精加工面、橫送正面研磨或端末面研磨 |

|
|
加工下的刀具紋路相對於標有記號之面的中心大致在同心圓上 例端面車削面 |

|
|
加工下的刀具紋路相對於標有記號之面的中心大致呈放射狀 |

|

