探針式表面粗糙度量測儀的量測步驟
以探針式表面粗糙度量測儀評估表面粗糙度的步驟如下。( 摘自ISO 4288:1996)
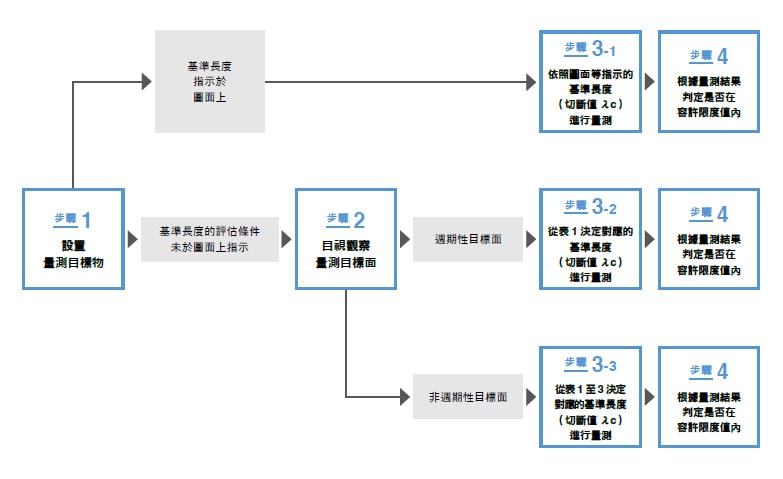
步驟1 設置量測目標物
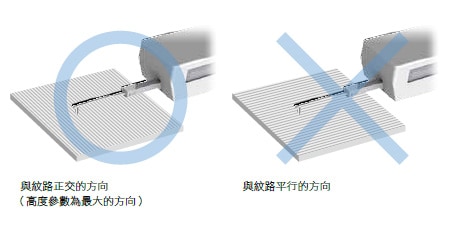
去除量測目標物表面的油或灰塵。如未指示量測方向,於高度方向參數(Ra、Rz)為最大的量測方向設置目標物。
步驟2 目視觀察量測目標的表面
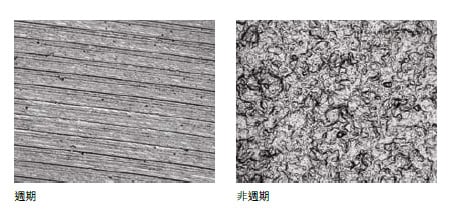
判斷目標面的表面性狀(紋路、粗糙度曲線)為週期性或非週期性。
步驟3-1 基準長度如圖所示時
在圖面或產品技術資訊的要求事項中如有指示基準長度,切斷值λc 設定為所指示的基準長度。
步驟3-2為週期性的粗糙度曲線時
1. 對於具有週期性粗糙度曲線的目標面,從量測截面曲線推定參數RSm。
2. 根據所推定的RSm,從表1 決定對應的基準長度(切斷值λc)。
| RSm(mm) | 粗糙度曲線的基準長度(mm) | 粗糙度曲線的評估長度(mm) |
|---|---|---|
| 0.013 < RSm ≤ 0.04 | 0.08 | 0.4 |
| 0.04 < RSm ≤ 0.13 | 0.25 | 1.25 |
| 0.13 < RSm ≤ 0.4 | 0.8 | 4 |
| 0.4 < RSm ≤ 1.3 | 2.5 | 12.5 |
| 1.3 < RSm ≤ 4 | 8 | 40 |
表1. 用於量測週期性粗糙度曲線的參數,以及用於量測週期性、非週期性輪廓曲線的RSm 之基準長度
3. 使用所決定的基準長度,量測RSm 的值。
4. 若量測結果所求得的RSm 符合從表1 求出的推定RSm 範圍內時,直接套用該切斷值,若超出推定RSm 的範圍,則變更為適當的RSm
基準長度。
5. 使用先前步驟中決定的基準長度,針對所要求的參數進行量測。
步驟3-3 為非週期性的粗糙度曲線時
1. 對於具有非週期性粗糙度曲線的目標面,從量測截面曲線推定未知的參數Ra、Rz、或RSm。
2. 根據所推定的未知參數Ra、Rz、或RSm,從表1 至3 中的任一個表決定對應的基準長度(切斷值λc)。
| Ra (μm) | 粗糙度曲線的基準長度 (mm) |
粗糙度曲線的評估長度 (mm) |
|---|---|---|
| (0.006) < Ra ≤ 0.02 | 0.08 | 0.4 |
| 0.02 < Ra ≤ 0.1 | 0.25 | 1.25 |
| 0.1 < Ra ≤ 2 | 0.8 | 4 |
| 2 < Ra ≤ 10 | 2.5 | 12.5 |
| 10 < Ra ≤ 80 | 8 | 40 |
表2. 非週期性輪廓曲線的粗糙度參數Ra、Rq、Rsk、Rku、R ⊿ q 與承壓曲線BAC、以及概率密度函數ADF 與該等相關參數的基準長度
| Rz (μm) | 粗糙度曲線的基準長度 (mm) |
粗糙度曲線的評估長度 (mm) |
|---|---|---|
| (0.025) < Rz ≤ 0.1 | 0.08 | 0.4 |
| 0.1 < Rz ≤ 0.5 | 0.25 | 1.25 |
| 0.5 < Rz ≤ 10 | 0.8 | 4 |
| 10 < Rz ≤ 50 | 2.5 | 12.5 |
| 50 < Rz ≤ 200 | 8 | 40 |
表3. 非週期性輪廓曲線的粗糙度參數Rz、Rv、Rc 及Rt 的基準長度
3. 使用所決定的基準長度,量測粗糙度參數的值。
4. 根據求得的量測結果,若量測結果落在以表1 至3 求出的推定Ra 或Rz 的範圍內時,直接套用其切斷值,若超出 推定的Ra 或Rz 範圍,則將量測結果Ra 或Rz 變更為符合範圍的基準長度。
5. 使用先前步驟中決定的基準長度,針對所要求的參數進行量測。
步驟4 根據量測結果判定是否在容許限度值內
藉由步驟2 的目視觀察,確認目標面的表面性狀是否均一(週期性)、是否因位置而異(非週期性)。
案例1 目標面的表面性狀均一時
將對於目標面整體求得的參數量測值,與圖面或產品技術資訊中所指示的要求值相比較,並根據16% 規則或最大值規則,判斷是否在容許值內。
案例2 目標面的表面性狀因位置而異時
將在各個部位求得的參數值,與圖面或產品技術資訊中所指示的要求值相比較,並根據16% 規則或最大值規則,判斷是否在容許值內。
| 16% 規則 |
|---|
將參數的上限值指定為要求值時 |
| 最大值規則 |
|---|
| 將最大值指定為圖面或產品技術資訊中指示的要求值時,若目標面全區所求得的參數值皆在要求值以下,即判斷為合格。 |

