MIG焊接
介紹「MIG焊接」的種類及其與MAG焊接的差異、焊接機、焊接法的特點。還會說明汽車和摩托車製造中使用的「低頻疊加脈衝焊接法」。

「MIG(Metal Inert Gas)焊接」是電弧焊的一種,與TIG焊接一樣使用惰性氣體作為保護氣體,但MIG焊接中採用的是放電電極會熔化的消耗電極式焊接法。
一般用途是用於不鏽鋼、鋁合金等的接合,依據焊接的材料對保護氣體進行區分使用。
電極使用線狀的焊絲。焊絲捲成線軸狀安裝在焊絲送料裝置上,電動馬達驅動的進料輥自動送料至焊槍前端。通過接觸尖端時,對焊絲通電。藉由焊絲和母材之間產生的電弧,同時熔化焊絲和母材進行焊接。此時,噴嘴會向焊接部周圍供應保護氣體,將電弧和熔融池周圍從大氣中隔離。
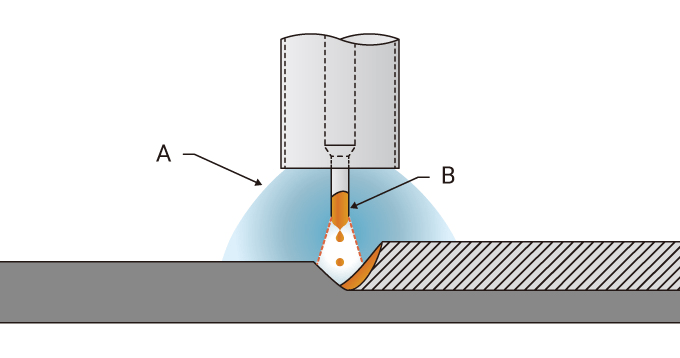
- Ar或
Ar+2%O2氣體 - 實心焊絲電極
- 焊接電源
- 焊絲送料機
- 焊槍
- 氣瓶
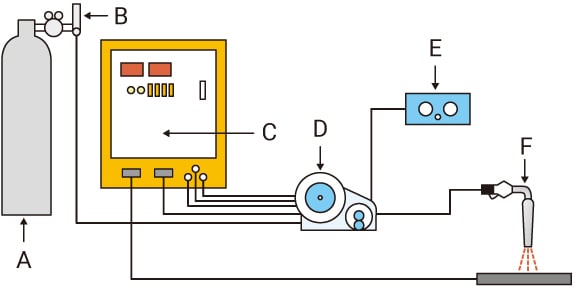
- 氣瓶
- 氣體流量調整器
- 焊接電源
- 焊絲送料機
- 遙控箱
- 焊槍
MIG焊接可依據交流/直流分類,也可依據脈衝的有無分類。
| 脈衝 | 焊接方法 | |
|---|---|---|
| 直流(DC) | 無 | 短電弧MIG焊接法 |
| 噴射MIG焊接法 | ||
| 大電流MIG焊接法 | ||
| 有 | 脈衝MIG焊接法 | |
| 低頻重疊脈衝MIG焊接法 | ||
| 交流(AC) | 有 | 交流脈衝MIG焊接法 |
| 低頻重疊交流脈衝MIG焊接法 | ||
| 直流+交流 | 有 | 交流/直流複合脈衝MIG焊接法 |
「短電弧MIG焊接法」是利用短路過渡(短電弧)現象的焊接方法。大多使用半自動焊接,這種情況下母材的受熱少,因此對象材料是薄板。利用MAG焊接的短弧焊接,經常用於高難度姿態的中厚板材的焊接,但MIG焊接中對中厚板材進行焊接時經常使用脈衝MIG焊接法。
「噴射MIG焊接法」將熔焊電流設定在臨界電流以上,將電弧電壓設定得較高進行焊接。利用熔化填料材變為霧狀的「噴射轉移現象」進行焊接的MIG焊接法。焊接鋁時,如果不在不產生焊濺物的狀態下焊接,則可能發生融合不良等焊接缺陷。在這種情況下,稍微降低電弧電壓並用輕微的噴射轉移進行焊接。 然而,自從可以焊接薄板到中厚板的“脈衝MIG焊接法”普及以來,噴射MIG焊接法已很少被使用。
「大電流MIG焊接法」使用粗直徑(直徑約3.2 mm~5.6 mm)的焊絲進行焊接。焊接裝置使用配備雙重保護氣體噴嘴的焊槍,以及額定輸出電流約為1,000 A的恆流特性電源。
「直流」且「有脈衝」的MIG焊接法,也稱為「常規脈衝MIG焊接法」。基本原理與脈衝MAG焊接法相同。這種焊接法透過交替流通用於維持電弧的較小基礎電流和臨界電流以上的脈衝電流,即使平均電流低於臨界電流,焊絲的熔滴轉移也同樣可以噴霧化。可高效、高質量對從薄板到厚板的對象進行焊接。
「低頻疊加脈衝焊接法」是以鋁的高附加值焊接為目的,以脈衝MIG焊接法為基礎開發出來的焊接法。可以實現鱗片狀的美觀焊縫,因此應用於汽車和摩托車等的鋁製薄板的焊接。


