摩擦壓焊
說明「摩擦壓焊」對環境友好的原因以及在FA中運用的原因。還將說明「摩擦攪拌焊接(FSW)」帶來的接合部出色的平滑性以及實現這種特性的技術。

將金屬和樹脂等待接合的母材高速相互摩擦,藉由此時產生的摩擦熱能軟化母材,同時施加壓力進行接合的接合方法。與電弧焊、氣焊等相比,「不需要摩擦熱能以外的熱源」、「不需要焊接棒和助焊劑」、「不產生焊濺物和氣體」,因此是一種對環境友好的接合方法。
另外,摩擦壓焊依靠「摩擦推力(按壓力)」「旋轉次數」「時間」三個要素進行。這些條件全部可以使用數值控制,可實現無人化的自動控制,因此在FA(工廠自動化)中廣泛運用。
摩擦壓焊中最受關注的是「摩擦攪拌焊接(FSW)」。高速旋轉圓柱狀的工具,同時以高壓力將攪拌針(突起部)穿入接合部從而軟化母材,藉由工具的旋轉使焊接部周圍產生塑性變形並攪拌,使材料的原子之間接合。FSW的接頭效率高、熱導致的變形極少,因此用於700系列新幹線的底盤材料等寬闊且需要剛性、焊接面的平滑性的鋁合金焊接中。
- 摩擦攪拌焊接(FSW)
-
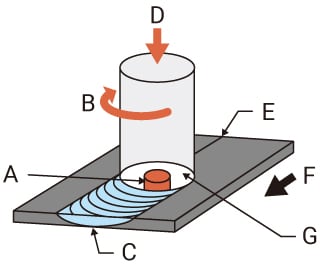
- 攪拌針
- 旋轉
- 接合區域
- 工具加壓
- 對焊面
- 板的移動
- 軸肩


