氣體雷射與固體雷射/半導體雷射的差異
雷射焊接中使用的雷射,使用氣體、固體以及半導體作為媒介。
依據媒介的不同,輸出的雷射光的振盪形態、輸出和轉換效率都有所不同。
在此說明其各自的特點,還將說明雷射焊接的一大因素振盪形態。

媒介導致的雷射光差異
媒介差異導致的振盪形態、輸出和轉換效率的差異如下所示。
| 振盪形態(P:脈衝,CW:連續) | 輸出(P:脈衝,CW:連續) | 轉換效率(%) | ||
|---|---|---|---|---|
| 氣體雷射 | CO2 |
|
|
|
| 固體雷射 | YAG |
|
|
|
| 半導體雷射 | GaAs(砷化鎵) InGaAsP(磷化砷鎵銦) |
|
|
|
關於振盪形態
雷射的振盪形態分為「脈衝振盪」和「連續振盪」。脈衝振盪是控制雷射光的強度、波長和相位(光變調)產生脈衝波的形態。有透過控制雷射共振腔的Q值產生脈衝的Q開關雷射等方法。「Q值」是指每個週期消耗的能量相對於蓄積的能量的比率,可以用以下公式表示。
Q=(2π・蓄積的能量)/(每個週期消耗的能量)
另外,不同的振盪形態,會產生如下形狀不同的焊縫。
脈衝振盪(P)

連續振盪(CW)

- A
- 焊縫
- B
- 雷射光
- C
- 光束移動
- D
- 加壓
固體雷射
固體雷射是指使用釔、鋁、石榴石等礦石(YAG)以及釩酸釔晶體(YVO4)等作為雷射媒介的雷射光。固體雷射的單位體積雷射輸出大,因此即便是小型共振器也可產生較大的雷射輸出。
固體雷射
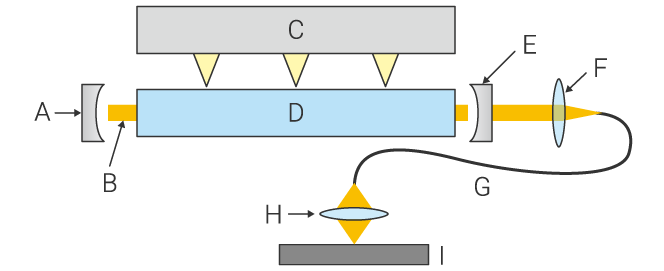
- A
- 全反射鏡
- B
- 雷射光
- C
- 激發光源(燈、LD)
- D
- YAG晶體
- E
- 部分反射鏡
- F
- 鏡頭
- G
- 光纖
- H
- 鏡頭
- I
- 被加工物
氣體雷射
氣體雷射是指使用CO2等作為雷射媒介的雷射光。與固體雷射等相比,雷射媒介為均質,損失小,可以將共振器結構做成大型,因此可以獲得較大的雷射輸出。
氣體雷射
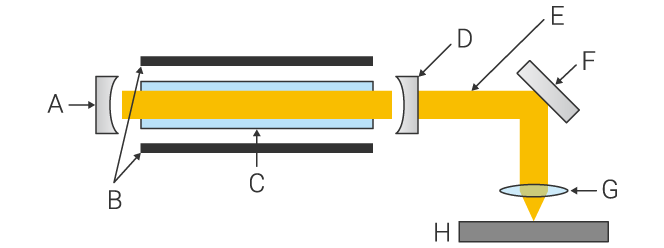
- A
- 全反射鏡
- B
- 電極
- C
- 雷射氣體
- D
- 部分反射鏡
- E
- 雷射光
- F
- 金屬鏡子
- G
- 鏡頭
- H
- 被加工物
半導體雷射
半導體雷射是指使用Ⅲ-Ⅴ族半導體或Ⅳ-Ⅵ族半導體作為雷射媒介的雷射光。均可使用小型裝置獲得較大的雷射輸出。半導體是固體的一種,但在雷射技術領域中優勢會作為有別於固體的單獨分類。


